Wire EDM Guide
Why a Wire EDM ? and what will it cost ?
Wire EDM (Electrical Discharge Machining) is a process that uses a fine brass wire submerged in water to cut through a conductive material using electricity. The water acts as a dielectric to control the spark gap between the wire and the piece being cut, typically around 0.0015". The water also clears away cut debris and keeps the whole process under a very accurate temperature controlled environment. All of this allows the machine to cut down to tolerances of 0.0002" and finishes to 0.4Ra.
The brass wire is a consumable item and can only be used once, typically consuming 1lb/hr. The water is filtered continuously while also being checked for conductivity, and then adjusted accordingly using a deionisation resin. The water is considerably purer than from the tap while being maintained at 20 deg C for part thermal stabilisation.
All in all it makes wire EDM the most maintenance intensive machining out there, and of course that cost can reflect in the price. The initial cost of the machine along with these consumables often makes it the most expensive machining method out there. I aim to break this mold, and offer it at a reasonable price.

Example 2
Here are some drive rollers that needed a key in the bore. The bore is 2 inches and requires a 0.5 inch key. The overall height is 3 inches tall which is on the limit for a standard broach, especially in 4140. Normally a key this size and length would be done on a broaching machine.
The parts are already bored out and require just the key, that is a path of 0.25" + 0.50" + 0.25". This is a 3cuin rough pass at an estimated 8cuin/hr and a fast skim past at around 20cuin/hr. With the setup it will take around 40 minutes per part, equating to $80 per part.
A total of 4 rollers were required for the project, therefore a total of $320 quoted.

Example 3
This is a key for the above, it is 0.5 x 0.5 x 3 inch long. It is quite likely that this piece could be bought for $10, but maybe the customer is in a rush, either way it's a good example of pricing.
The outer circumference is around 7 inches and the material is plain 0.5 inch mild steel, equating to 3.5cuin. Wire EDMs become inefficient at cutting below a certain thickness, normally around 1 inch. Knowing it's a dirty material and not ideal conditions I can assume a rutting rate of 8cuin/hr. With a single pass it would take around 30 minutes each to produce, or $60 per part, material cost being negligible.
Parts like these may cost more to make than the mass produced, but sometimes it is cheaper than down-time on waiting for a part to arrive.
Example 4
These are soft jaws that are used in another one of my machining processes, basically machinable lathe jaws for holding parts accurately. They of course can be bought for a reasonable price, and they don't quite warrant the use of a wire EDM, but it is a good example of part design. Normally the serrations would be cut on a hobbing machine in a large quantity.
The serrations on these jaws fit into serrations on the lathe chuck. Care has to be taken when considering the radius that the wire EDM cuts, with the more efficient 0.01" wire it will leave a 0.006" radius. If the serrations on the chuck were to a sharp point then the design has to compensate for this, so the valleys are made to accommodate this. Likewise the serrations on the jaws themselves have the sharp points cut off as to give clearance to the chuck.
This part is 1.5 inches tall, but with the slot through the middle it makes there serrated part only 0.9 inches thick. It is around the optimal thickness and in a good grade of steel that is not too dirty, I can expect a rate of 10cuin/hr. The machining volume is around 9cuin, which would make the part take just under an hour. A cost of $120 each.
Note that while these parts can be easily machined out of steel using conventional methods at a cheaper rate, the wire EDM allows any conductive material to be cut at extreme tolerances. I can also save tooling and setup costs making smaller batches cheaper than the usual methods.

Example 5
This is an example of a very special part that would be difficult to create in a single process. It would require the dog bone teeth cut in a milling machine and then transferred over to a gear hob cutting machine to make the rack. On a small run of parts it would be extremely expensive to setup.
The wire EDM is a perfect choice for making this part accurately . The circumference of the part is 13.3 inches at a height of 0.25 inches. Wire EDM's don't perform as efficiently on thin materials as they do on thicker, so on this part I stacked 5 pieces. With that it means 13.3 * 1.25 = 16.65cuin, and at a rate of 8cuin/hr it will take around 2 hours to make these 5 parts. This was customer supplied material, so just the machining would cost $48 per part. Considering that the part is 316 stainless it is very harsh on milling tools, requiring careful observation maintaining tolerances. The wire EDM can cut 1 or 1000 exactly the same, once the first part has been tuned to hit the tolerances, all parts afterwards will be exactly the same.

Machine Capabilites
The machine I have is a Charmilles Robofil 2030SI.
It will cut up to 5.5 inches (139.7mm) thick
A movement of 12 x 8 inches (305 x 203mm)
Able to cut tapers up to 30 degrees
Maximum Workpiece 39 x 19.5 inches (1000 x 500mm)
It will cut anything conductive.
Steel, Stainless, Nitronic, Inconel, Graphite, Carbide, Copper, Aluminum, Polycrystalline Diamond (PCD), Cubic Boron Nitride (CBN) and Magnets.

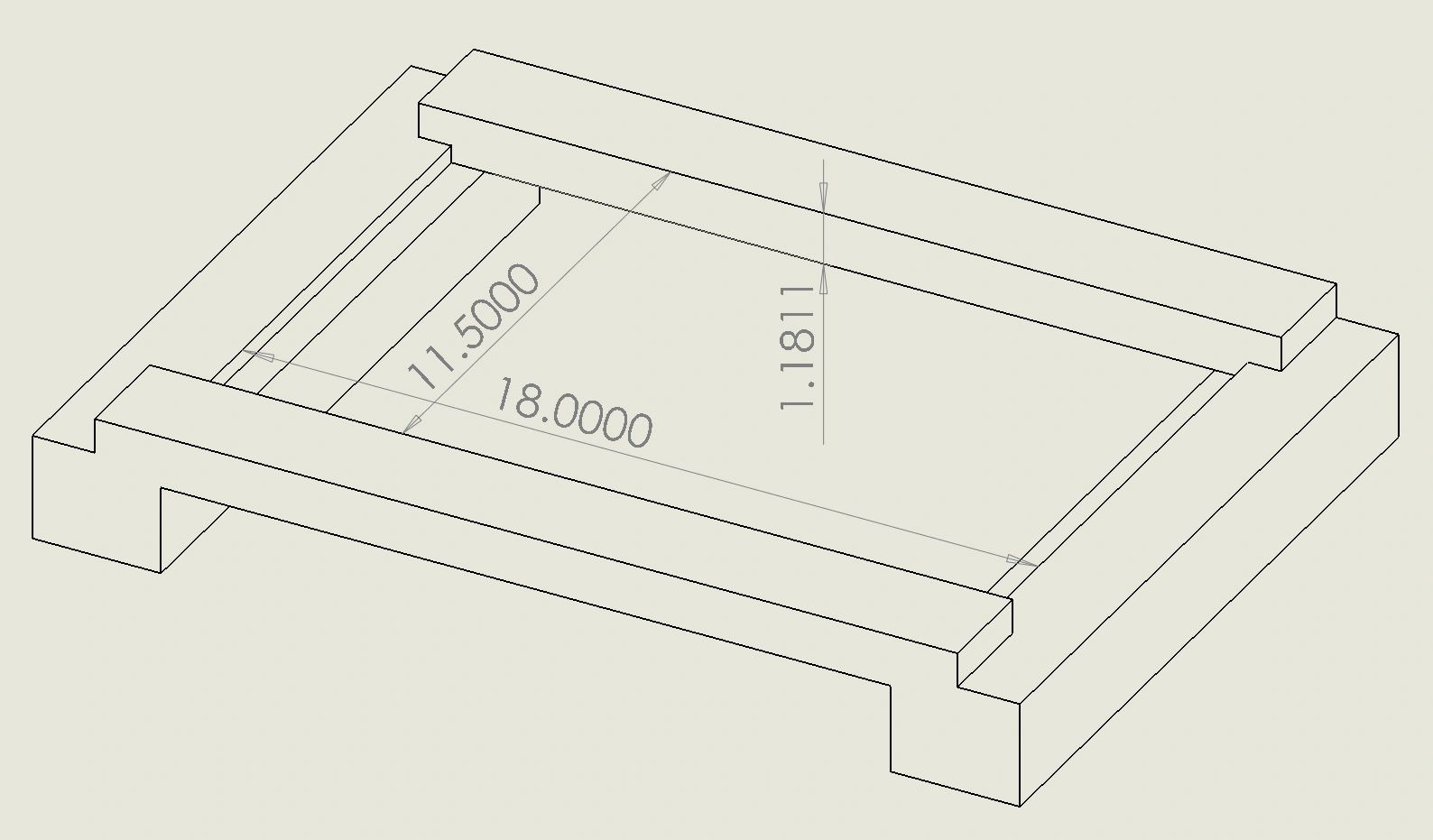
Parts 11.5 x 18.0" in size can be cut up to 5.5 inches in height.
Over this the maximum height is 4.3 inches.
Maximum part is 19.5 x 49 inches.
(Die sinker will do 31" square at 24" tall)
Wire EDM Quoting and Reducing Part Cost
I've aimed to make this page as a guide to give you the customer an idea of what it takes and the potential cost of your part. How to reduce cost.
Flat Parts - Water flushes debris more efficiently when flat, increasing cutting speed.
Large Radii - Large radii mean a larger wire, more power and therefore more speed.
Quantity - One offs don't allow tuning to better increase speed.
Tolerance - The larger the tolerance, 0.001" or more allows fewer passes.
Surface Finish - Higher surface finish requires more passes and more time.
Extra Stock - Supporting material either side of the wire adds stability and increases accuracy, it allows high pressure flushing. Side skimming is slower for roughing as the flushing pressure needs to be reduced to maintain accuracy, reducing debris flushing and leading to longer cut times.
I generally don't charge for setup or programming time, however if a part takes less than 10 minutes to cut then there is a minimum charge of $25 per part. This allows time to remove and setup the next part.
